HI~歡迎來到數造云打印平臺!
3D打印部件可以超聲波焊接嗎?在某些情況下,是可以。材料和3D打印技術在分辨率、強度和堅固性方面差異,是影響超聲波焊接成功與否的關鍵因素。隨著3D打印(3DP)變得普及,價格合理且實用,該技術已被許多行業采用,包括汽車,航空航天,消費品和醫療。因為該技術可以對塑料部件比傳統制造方法(例如注塑成型)更快速和經濟地進行評估和修改,所以許多制造商將3D打印技術積極用在產品開發中。

這一趨勢促使越來越多的客戶對超聲波焊接提出了新的需求和挑戰。那么這種常用的塑料焊接技術是否適用與3D打印制造的部件?要回答這些問題,首先要了解3D打印技術和材料的現狀并評估幾個問題:
超聲波焊接原理,以及它對部件尺寸和物理特性要求,3D打印工藝過程和部件特性,包括超聲波焊接所需的零件分辨率,強度和物理特性,用于制造3D打印零件的材料的可焊性。
3D打印部件可以超聲波焊接嗎?通常,答案是“有時”可以。所有3D打印部件都需要具有超聲波焊接所需的一些關鍵特性:高分辨率,強度,堅固性和可焊性。但尚無法對采用3D打印的各種零件使用超聲波焊接。然而,鑒于3D打印材料和技術的快速發展,似乎可以解決和克服這些當前的限制。
超聲波焊接的基礎知識
超聲波焊接是使用通常稱為“焊頭”的模具,將高頻振動(15-50Khz)傳遞到部件或者材料層。這些振動傳遞到兩個部件的界面并通過交變應力和摩擦產生熱量,將材料熔化并將兩個部分粘合在一起。該技術快速有效且清潔,無消耗品。超聲波工藝還可用于螺絲嵌入、鉚接和點焊組件等。超聲波焊接十分適合熱塑性材料的焊接。熱固性材料經歷不可逆的化學變化而不能重整,因此不能進行超聲波焊接。
其他因素可能影響材料的超聲所需能量和可焊性。主要因素包括聚合物結構、密度、熔化溫度、粘度、剛度(彈性模量)、導熱率和化學組成。無定形和半結晶聚合物都可以焊接。然而,無定形材料通常更容易焊接,因為它們具有較寬的軟化溫度并且更容易將超聲波振動傳遞到焊接筋上。
在超聲波焊接方面,主要有兩種類型的超聲波焊筋設計:導能筋和剪切焊縫設計,如下圖1。兩者都需要3D打印零件的高分辨率,因為超聲工藝所需的零件特征公差可能非常小。

圖1.導能筋(左)和剪切焊縫設計(右)的示例。
導能筋的焊縫設計剪切焊縫設計在兩個部件之間有小的過盈配合。焊接從一個很小的接觸區域開始,一旦熔化開始,便沿著部件的垂直壁繼續向下,以獲得較好的焊接強度和氣密密封。剪切量的大小:對于尺寸小于20mm的零件,剪切量0.2mm,建議公差為±0.025mm;對于較大的部件(38mm-76mm),剪切量約0.35mm,公差為±0.075mm。剪切焊縫設計需要剛性側壁支撐以防止焊接過程中的撓曲變形導致剪切量變小。
3D打印技術如何影響超聲波焊接零件的制造
雖然3D打印組件可以提供精確的零件幾何形狀,但這些零件的物理特性與注塑、擠壓和機加工成型零件的物理特性是大不相同。
擠壓
擠出是當今最常見,最受認可的3D打印技術。它通過熔化熱塑性長條狀塑料并使其通過管口擠出。擠出的材料沉積在薄層中,形成最終組件的二維切片。這些層連續地印刷堆積,熔融塑料硬化并粘合到下面的層,形成3D物體。

圖2.熔絲制造過程的描述。
用于擠出的細絲材料包括經常用于超聲波焊接的那些材料,例如ABS,HIPS,尼龍,PC,PC-ABS,PET和PLA,其中ABS和PLA是最常用的3D打印的細絲材料。材料等級由不同制造商定制,以達到特殊屬性。3D打印部件的物理強度在層疊的方向上也明顯變弱。結果這些層可能在超聲波焊接過程中分離破壞。由于層之間的間隙或著同一層印刷路徑之間的間隙,因此無法形成一致的氣密接頭。圖3(上方兩張)顯示了兩個導能筋焊縫設計樣件:一個由注塑模具生產,另一個采用擠出技術3D打印技術。采用一臺Stratasys Dimension Elite 3D打印機,材料是深灰色ABS plus-P430,單層厚度0.17mm。由于打印機擠出寬度的限制,3D打印部件的導能筋通過兩次路徑創建,最終形成矩形形狀(0.35mm高,0.56mm寬)。
剪切焊縫設計不需要尖銳的特征。但是,保持精確的剪切量對于獲得可重復的焊接結果非常重要。圖3(下方兩張)還顯示了兩個剪切焊縫設計的樣品:一個由注塑模具生產,另一個使用與導能筋樣件相同的3D打印機和材料的樣件。
圖3.注塑樣品(左)和擠出打印樣品(右)。
雖然超聲波焊接這類擠出式3D打印部件是可能的。但是,相比較相同材料的注塑部件,焊接強度、焊接能量、溢料和密封性能會大大不同。總之,受限于堆疊層與層之間的強度變化,導能筋形狀的變化,剪切量的尺寸變化,導致擠出型3D打印部件的超聲波焊接無法可重復性實現。如果在零件設計和3D打印制造中克服這些限制,那么零件是可以采用超聲波焊接的。
圖4.選擇性激光燒結(SLS)過程的描述。
SLS工藝可以生產比擠出工藝更精確的零件。SLS工藝材料粉末有不同的顆粒大小。SLS工藝可實現的最小層厚度略小于擠出工藝的厚度,約為0.075mm,因此理論上可以獲得更高分辨率的焊縫細節。然而,對于SLS工藝,通常不建議打印尺寸小于1mm的壁厚,并且由于SLS分層工藝,精細的細節(例如導能筋的尖點)可能會被“平滑”或丟失。因此,盡管SLS工藝能夠生產可超聲波焊接的零件,但為了實現一致焊接性能,要求零件設計人員和制造商要克服因特征分辨率、零件孔隙率和零件應力相關問題的限制。
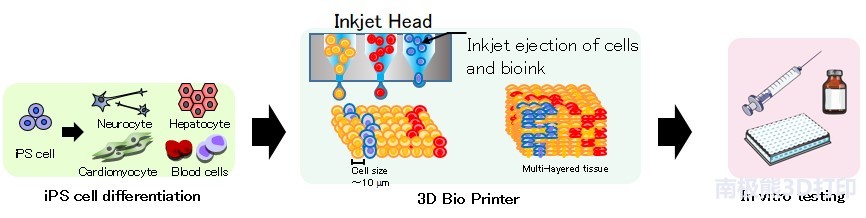
立體光刻(SLA)/數字光蝕(DLP)/材料噴射
有多種技術可以利用光敏聚合物樹脂,例如立體光刻(SLA)和數字光蝕(DLP)。這些方法使用聚焦光將光敏聚合物樹脂逐層固化成固體零件。第三種方法是材料噴射,用噴墨式印刷頭打印薄層的光敏聚合物,并立即用UV光源固化聚合物。使用這些方法生產的零件具有高精度和光滑的表面,這是保證焊接性一致所需的兩個基本要素。

圖5.立體光刻(SLA)過程的描述。
不幸的是,基于光敏聚合物樹脂工藝缺少可焊性的第三個基本要素。光敏聚合物樹脂能使用紫外線(UV)能量固化,但它們不能使用超聲波焊接的摩擦生熱進行熔化、成形或者粘接。
圖6.使用注塑模具和三種3D打印技術成型的導能筋放大圖。
材料選擇
圖7.焊接筋上方(紅色)和下方(藍色)的平面接觸區域。
3D打印技術為新產品評估提供了一種全新且令人興奮的快捷方式。然而,使用3D打印部件評估其超聲波可焊性目前是有局限性的,主要是受限于當前的3D打印技術。超聲波焊接要求部件具有高分辨率,較高強度和堅固性,并且是使用可焊接聚合物材料。相關推薦






全部評論 0
暫無評論